Glass or Ceramic Media Blasting could be the answer to your question!Tuesday, March 5, 2024 | ||
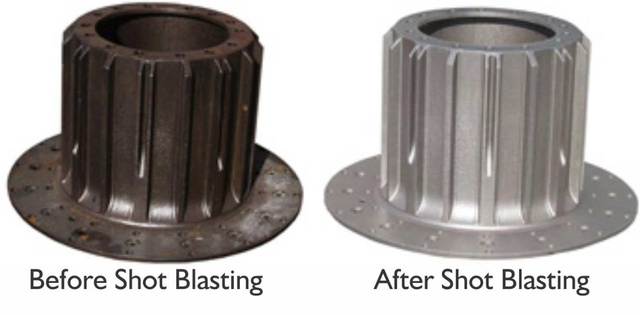
| Shot blasting with glass or ceramic media is a highly effective surface preparation technique utilized across a spectrum of industries for various applications. This method involves propelling small, spherical beads of glass or ceramic at high velocity onto a surface to achieve desired cleaning, finishing, or texturing effects. This process is integral in tasks ranging from rust removal on metal surfaces to creating matte finishes on delicate materials like glass.
Fundamentals of Shot Blasting:
Shot blasting is a mechanical surface treatment method aimed at altering the surface properties of a material. Glass and ceramic media are often preferred choices due to their uniformity in size, shape, and hardness. The process typically involves the following key components:
Advantages of Glass and Ceramic Media:
Applications of Shot Blasting with Glass or Ceramic Media:
In conclusion, shot blasting with glass or ceramic media is a versatile and efficient surface preparation technique with widespread applications across industries. From automotive manufacturing to aerospace engineering and beyond, the use of glass and ceramic beads enables precise control over surface finishes while promoting environmental sustainability through recycling and waste reduction. By leveraging the unique properties of glass and ceramic media, industries can achieve superior surface treatment results while minimizing material waste and environmental impact.
Latem Industries Limited offers glass, ceramic and steel shot blasting options. Let our 40+ years of experience work for you. Contact us to find out more.
| ||
| ||
| ||
|
Understanding Rust: A Year-Round Challenge Impacting Every SectorTuesday, February 6, 2024 | ||
| Rust is indeed not just a concern confined to the summer months; it is a pervasive and year-round issue that affects various aspects of our lives. While many might associate rust with the corrosion of metal during humid and warm weather, the reality is that rust can manifest in different forms and contexts throughout the year.
Firstly, let's delve into the science behind rust. Rust, scientifically known as iron oxide, is a product of the reaction between iron, oxygen, and water or moisture. This chemical process occurs continuously, irrespective of the season. While warmer temperatures and higher humidity levels may accelerate the rusting process, cold and dry conditions do not exempt materials from corrosion. In fact, during winter, the presence of salt on roads for de-icing purposes can exacerbate rusting on vehicles and infrastructure.
In the automotive industry, rust is a persistent issue that demands attention regardless of the season. Road salt, used to melt ice on winter roads, not only poses a threat to vehicles' external surfaces but also accelerates the corrosion of essential components like the undercarriage, brake lines, and exhaust systems. This continuous exposure to salt-laden environments, combined with fluctuating temperatures, makes rust a year-round concern for vehicle owners.
Furthermore, the impact of rust extends beyond the physical deterioration of materials. Rust can have significant economic implications, especially in industries where metal structures play a crucial role. For example, in construction and infrastructure development, the longevity and safety of bridges, buildings, and pipelines are compromised when rust sets in. The cost of repairs and maintenance increases, contributing to a continuous financial burden on both public and private sectors. In conclusion, rust is not a seasonal problem limited to the summer months; it is a multifaceted challenge that affects various aspects of our lives year-round. Whether it's the corrosion of metal in vehicles and infrastructure, the impact on agriculture and food security, or the digital rust threatening our technological advancements, addressing rust requires a holistic and continuous approach. Recognizing the pervasive nature of rust allows us to implement proactive measures and innovative solutions to mitigate its effects and ensure the longevity and sustainability of our built environment, industries, and digital landscapes.
Latem Industries can assist you with your rust issues. We have multiple options for removing rust, including shot blasting, burn-off and ultrasonic cleaning. Each has its individual pros and cons.
Give us a call at Latem Industries Limited and let our rust removal knowledge assist you. | ||
| ||
| ||
|
Shot Peening: Strengthening Metals for Superior PerformanceSaturday, January 6, 2024 | ||
| Shot peening is a widely used method in the realm of materials engineering and manufacturing to enhance the strength and durability of metal components. This process involves bombarding a metal surface with small, round particles, typically shot media such as steel, ceramic, or glass beads, using specialized equipment like air-driven turbines or centrifugal wheels. The impact of these particles induces beneficial residual stresses in the surface layers of the metal, resulting in improved mechanical properties.
The primary mechanism behind shot peening lies in the introduction of compressive residual stresses and the creation of a more uniform surface. As the shots strike the metal surface, they create numerous indentations or dimples. These indentations plastically deform the surface, inducing compressive stresses while simultaneously work-hardening the affected layer. This process alters the surface microstructure, increasing its resistance to fatigue, stress corrosion cracking, and other forms of material degradation.
The compressive residual stresses formed during shot peening act as a barrier against crack initiation and propagation. By countering the tensile stresses that naturally occur during material processing or use, shot peening helps to minimize the potential for crack formation. Consequently, the component's fatigue life is significantly extended, making it more reliable under cyclic loading conditions.
Furthermore, shot peening alters the material's surface morphology, smoothing out irregularities and removing micro-defects. This results in a more uniform and refined surface finish. The process can also induce strain hardening, which increases the material's strength and hardness.
The effectiveness of shot peening depends on various parameters, including the type and size of the shot media, peening intensity, coverage, and the material being treated. The choice of shot material and size is crucial as it determines the energy transfer and the depth of the compressive layer. Ceramic shots, for instance, provide deeper compressive layers compared to steel shots due to their higher density and hardness.
Peening intensity, typically measured by parameters like Almen intensity, determines the energy imparted to the surface. Monitoring and controlling this intensity are critical to achieving the desired residual stress profiles without causing surface damage or overworking the material.
Full coverage during shot peening ensures uniform properties across the entire surface. However, it's essential to balance coverage with the risk of overworking or potentially damaging the material, especially in complex geometries or areas with restricted accessibility.
Despite its numerous advantages, shot peening has its limitations and considerations. One such consideration is the potential for hydrogen embrittlement, particularly in high-strength steels. The process can introduce hydrogen into the material, which may cause cracking and reduce the material's ductility. Proper post-peening treatments or material selection can mitigate this risk.
In summary, shot peening is a versatile and effective method for strengthening metals by inducing compressive residual stresses, improving surface finish, and enhancing fatigue resistance. Its application spans various industries, including automotive, aerospace, and manufacturing, where components are subjected to high cyclic loads or harsh operating conditions. By understanding and optimizing the parameters involved, shot peening remains a valuable technique for enhancing the performance and longevity of metal components. | ||
| ||
| ||
|
Burn Off and Blasting are the solution!Thursday, December 14, 2023 | ||
| To understand why burn-off and blasting are the solution, we first will delve into what industry service we are referring to, and why it affects them.
E-coat and Powder coat are two common coatings used in many industries. Toys, medical, agricultural, automotive, aerospace, furniture, mining and others all use one or both of these coatings.
E-coating (electrocoating, electrophoretic deposition) is an immersion wet paint finish. It uses an electrical current to attract the paint particles to the metal surface. Powder coating is a spray method. This application method uses a spray gun, which applies an electrostatic charge to the powder particles, which are then attracted to the grounded part.
When paint defects occur during either of these coating procedures, the first thing usually inspected is the grounding. There needs to be some kind of connection from the part to the earthen ground, i.e the racks or hangers used to hang the parts. If the contact between the part to be coated and the hook it is hanging on does not have good metal to metal contact, the charge will not pass through as easily and the coating suffers. So, without going into great detail about the workings of these coatings, clean racks/hooks are essential. When coating parts, build up occurs on these racks/tooling and must be removed. Also, improperly coated parts will need to be stripped to be re-coated. This is where Latem Industries Limited can help.
Removing e-coating and powder coating can be difficult. The choice of method often depends on the substrate, environmental concerns, and timeline. Each method has advantages and disadvantages that must be considered. Listed below are a few options for paint removal.
Chemical Stripping: Using chemical strippers designed specifically for removing coatings. They usually contain solvents such as methylene chloride or other potent chemicals. This process may pose environmental and health hazards due to the toxicity of the chemicals. Proper safety precautions and disposal protocols are crucial.
Thermal Methods: Heat can be used to remove coatings. Typically done in a burn-off oven, this method melts the coating off. Parts must be able to handle the high temperatures required to remove the paint.
Media Blasting: More effective on e-coating, powder coating sometimes proves too durable to be removed in this manner. Media or water is propelled at a high speed onto the surface, removing the coating. This method may cause surface roughness or profile changes.
Mechanical Methods: By grinding or sanding the part, eventually the coating is removed. This process is very time consuming and labour-intensive.
Latem Industries Limited offers both burn-off and blasting as methods to remove e-coat, powder coat and liquid coatings from both parts, tooling and racks.
Contact us for more information. | ||
| ||
| ||
|
Shot Blasting with Aluminum OxideTuesday, October 10, 2023 | ||
| Shot blasting with aluminum oxide is a widely used surface preparation and finishing technique that offers several advantages and disadvantages. In this comprehensive overview, we will delve into the pros and cons of using aluminum oxide for shot blasting, providing insights into its various applications and considerations.
Pros of Shot Blasting with Aluminum Oxide:
Cons of Shot Blasting with Aluminum Oxide:
| ||
| ||
| ||
|
Shot-blasting vs. Sandblasting vs. Shot PeeningTuesday, August 8, 2023 | ||
| Abrasive blast is a popular method of industrial surface finishing that works by shooting powerful streams of abrasive materials at a surface of a part. This is done to strengthen the part or to break down the outer layer to reveal the clean layer underneath. Because all three are abrasive techniques, they often get mistakenly interchanged. The following will show the differences between these three processes.
Sandblasting equipment uses water or compressed air to bombard the part with a media at high speeds. The media originally used was Silica sand, hence the name Sandblasting. But due to respiratory health issues, this has since been replaced by organic media or glass. Although this method uses media at high speeds, the speed is not as high as shot blasting or peening. Therefore, sandblasting is commonly used on more fragile materials, such as wood, plastic and glass.
Shot-blasting equipment is special equipment that often uses centrifugal force to blast a part with media. The media is fed into centrifugal wheel which propels the media at the surface of the part. The shot is then sifted and the good shot is returned via elevator back into the centrifugal wheel to again be propelled at the surface of the part. Dust collectors remove the dust and used shot. The media used is steel shot or grit, or aluminum oxide. Shot-blasting uses higher speeds than sandblasting, so it can be much more abrasive. It is excellent at removing rust, imperfections and paint, as well as being used for edge-breaking and as a creating an excellent surface finish for painting, coating, or powder coating. There are also shot-blasting equipment that used compressed air and nozzles for a more direct or focused blast. These machines usually use an aluminum oxide media.
Shot Peening equipment is the same as shot blasting. It is similar to shot blasting, differing slightly in the process and in the end result. While blasting relies on an abrasive process to chip away minute pieces of the product, shot peening relies more on the mechanism of plasticity. Each particle acts as a ball-peen hammer. The goal of shot peening, more often than not, is to replace tensile stress with compressive stress, therefore strengthening the part. Medias used include aluminum oxide or steel grit/shot.
Latem Industries Limited offers both Shot Peening and Shot-blasting. We have been in the industry for over 45 years, and have great experience and knowledge, as well as a highly trained staff. Let us assist you with your blasting and peening needs.
| ||
| ||
| ||
|
What is Mill Scale?Friday, February 10, 2023 | ||
| Mill scale is the flaky surface that forms on hot-rolled steel. It is a by-product of manufacturing hot-rolled metal plates and sheets, occurring as the surface oxidizes during the heating, conditioning and hot-rolling processes. It usually has a bluish-black appearance and can be flaky or powdery. Due to its non-uniform texture and thickness, mill scale chips easily.
Why is Mill Scale Undesirable?
Mill scale can cause issues with next-stage processes. Coatings you apply will chip off as the scale peels off. Mill scale can also affect welding. The scale behaves as a thermal and electrical insulator. Steel is a natural thermal and electrical conductor. Therefore, by acting as an insulator, the scale diminishes puddle fluidity and creates arc instability. Also, the impurities found in the scale, such as oxygen, can release into the steel. This leads to increased porosity which will weaken the joint.
Removing Mill Scale from Iron or Stainless Steel?
Metal manufacturers know that shot blasting can strengthen, polish, and clean metal. It is also excellent at removing mill scale. It is fast and cost-efficient. In addition to removing the mill scale, the valleys and peaks created by the blast process increase surface area for the coating to adhere to. We can apply a water based rust inhibitor that will protect the part from oxidization but will not impede welding.
Latem Industries offers a diverse line of blasting equipment which includes monorail, tumble blast, conveyor and swing table to meet your blasting needs. A variety of shot sizes also allows us to best suit your requirements.
So whether you require scale removal, shot peening, white metal cleaning, rust removal, casting deflashing, or a uniform finish, give Latem a chance to show you what we can do.
For further information on shot blasting, or to request a quote, please contact us or visit our webpage at www.Latem.com
| ||
| ||
| ||
|
Ways to Combat RustTuesday, October 4, 2022 | ||
Nobody wants rusty parts. And nobody is happy when they find previously good parts are suddenly covered in rust.
Rust or corrosion is a significant issue in manufacturing facilities large and small, impacting resources and increasing operating costs. Rust is difficult to prevent and nearly impossible to anticipate on manufactured parts.
When rust occurs, leading manufacturers look to Latem Industries for metal finishing solutions. Here’s how we can help.
Understanding Rust
What is rust – the short answer?
Rusting is defined as the chemical process in which there is a formation of red or orange coat on the surface of the metals. Rusting is a part of corrosion.
Surface rust can be spotted or flaky and does not protect the underlying iron, which enables the oxide to grow. With enough time, oxygen and moisture will eventually convert an iron part entirely to rust and disintegrate it.
Removing Rust
Latem Industries offers various processes to remove rust or corrosion from processed parts. Let’s review some of these options.
Shot blasting
Compared to performing rust removal by hand, shot-blasting is significantly faster. It can be very cost effective as well. The rusty part must be free of any moisture or oils before shot blasting, so a pre-wash/dry may be required. Shot blasting will remove rust and many coatings, if required, from metal parts. However, it can damage threads, or delicate surface areas.
Vibratory finishing
Vibratory finishing is ideal for parts and components made of softer metals that would be susceptible to distortion or stresses in a tumbling process. Using a combination of water, media and compounds inside a vibratory bowl, the friction the parts experience removes the rust. Once the process is complete and the rust is gone, special rust inhibitors are added to the vibratory bowl to ensure the parts and components are protected from recurring corrosion. Again, another very cost-effective way to do many parts at once. Part size limitations due to bowl size can be a factor.
Tumble barrel finishing
Barrel tumbling is a mass metal finishing technique that can be used to remove rust. It involves placing rusty pieces into a horizontal barrel, along with compounds and sometimes finishing media, and using centrifugal force to work a clean surface. Excellent process with smaller parts. Media lodging can be a concern.
Ultrasonic
Ultrasonic rust removal involves placing the rusted pieces into a cavitation bath. Using special rust removal compounds, the rust is removed from the parts. If pitting has occurred due to the rust, this pitting will not be removed in this process. However, the ultrasonic process is excellent for threaded, frail, or delicate parts.
The best process for removing rust from mass quantities of parts is often determined by the extent of the corrosion and the geometry of the part.
Latem Industries Limited offers each of these solutions to our customers. If you are having issues with parts, small or large, contact Latem and let us work our magic!
| ||
| ||
| ||
|
Shot blasting/peening, Stainless Steel and PassivationThursday, April 8, 2021 | ||
What is the difference between shot blasting and shot peening?
Shot blasting is used primarily to improve a surface finish, whether that improvement means removing rust or preparing a part for coating. Shot peening is used primarily to remove residual stresses from a part, therefore strengthening it, and enhancing the shelf life.
Shot blasting or peening Stainless Steel?
Parts can be blasted with glass, ceramic, organic material, plastic and steel media. All the different media’s have their pros and cons. However, if the process or specification requires steel shot to blast or peen the stainless steel, oxidization/rusting will occur afterwards on the stainless steel part.
You would think that stainless steel is exactly that – stainless. What makes stainless steel stainless? In a word, chrome. Stainless steel is an alloy of iron with a minimum of 10.5 percent chromium. Chromium produces a thin layer of oxide on the surface of the steel—the “passive” layer—that prevents surface corrosion. When shot blasting/peening with a steel media, the carbon steel media used embeds contaminants into the stainless steel. Unprotected carbon steel rusts when exposed to air and moisture. This iron oxide film (rust) is “active” and accelerates corrosion by making it easier for more iron oxide to form.
One way to eliminate this issue, is to blast/peen the stainless parts with stainless steel media. By doing this, no contaminants are embedded into the stainless part, and thus, no rusting. However, only stainless steel parts can be blasted in stainless steel media. Should you blast a carbon steel part in stainless steel media, you will contaminate your media, which will in turn contaminate future stainless parts. Stainless steel media is very expensive in comparison to carbon steel media, so most mass finishers do not have machines loaded with stainless steel media, and if they do, the price reflects this as they are limited in the jobs they can run in that machine.
Another method to solve this issue is passivation. In stainless steel, passivation means removing the free iron from the surface of the metal using an acid solution to prevent rust. When the surface iron is removed, the other components of the alloy (primarily chromium, often nickel as well) are left behind as a surface layer over the underlying steel. Upon exposure to air, these elements react with oxygen to form an oxide layer that protects the rest of the steel from corrosion. solutions, bleach or salt (oceanic environments) all will contribute to the need for passivation of the stainless steel.
Call Latem for your stainless steel shot blasting or peening. We are the experts.
| ||
| ||
| ||
|
10 Advantages of Mass Finishing & Coating With Latem IndustriesMonday, March 23, 2020 | ||
|
Finishing is an essential step in preparing fabricated metal parts and components for assembly and/or sale. The quality of the finish, including the application of protective coatings, will have a monumental impact on the product’s ultimate performance and longevity.
In other words, you need a mass finishing and coating partner you can trust, without fail, every single time.
We are proud to offer key advantages that will not only improve the quality of your products but help you cut costs and streamline your production as well!
1. One-Stop-Shop For Mass Finishing & Mass CoatingLatem Industries offers a full range of mass finishing processes, including parts washing, ultrasonic cleaning, blasting, peening, vibratory finishing, tumbling and sanding. We have close to a dozen vibratory units, multiple barrel tumblers, blasting and peening machines, two drum washers and what is quite possibly the largest commercial ultrasonic cleaning set up in Ontario.
Through our sister company Plastico Industries, we can also offer you numerous mass coating solutions. All our coating processes, including spray nylon and dip nylon coatings, Plastisol coatings, and Polyarmor coatings, are engineered to meet demanding automotive, heavy equipment and military specifications.
2. Smooth Pick Up and DeliveryOur 45,000 sq. ft. mass finishing and coating facility is conveniently located just off Highway 401 in Cambridge, Ontario. You’ve probably spotted our big blue sign on your commute!
Because of this location, we are able to offer shipping at a very competitive rate from the Kitchener area to the Greater Toronto Area.
For help with your trucking needs, call our Logistics Department 519-740-0292 ext. 247.
3. Industry-Leading Staff ExpertiseWith an ever-changing workload, experienced staff is a must. We invest in our employees through continuous education and training to stay ahead of the curve on all our processes and equipment.
You can count on Latem for a consistent, time-efficient finishing process each and every time. 4. Flexibility On Process and VolumeYou’ll benefit from our flexibility in both sides of our businesses! Plastico and Latem Industries run two shifts a day, and many of our employees are cross-trained on a vast array of equipment and processes. This flexibility enables us to offer finishing and coating services for small runs, one-offs and prototypes in addition to mass production.
5. High-Quality AssuranceWe have achieved recognition as an ISO 9001:2015 certified metal coater and finisher, demonstrating our commitment to the high level of quality and consistency our customers expect. Our most recent ISO audit was conducted in 2019 by The Registrar Company, a trusted certification body accredited by the ANSI-ANQ National Accreditation Board (ANAB).
See the ISO 9001:2015 Certificate of Registration for Plastico Industries and Latem Industries Ltd.
6. Experience and Technical CapabilityLatem and Plastico have been in business for a combined 50+ years, polishing our processes and rounding the burrs that have come up along the way. We have plenty of experience putting out every kind of ‘fire’ that can pop up in mass parts manufacturing: sharp edges, rust, oil...the works!
Whether you’re dealing with a common manufacturing flaw or a brand-new product, you can count on us to come up with an ingenious solution.
7. Rapid Processing TimeYou’ve got deadlines to meet! Finishing and coating are just two parts of a much bigger picture, and we know you can’t afford any delay.
With our well-trained staff and ample equipment, we’re able to commit to speedy processing times. We’re heavily automotive-based, so we’re well-acquainted with tight turnaround and the need for urgency.
Let our scheduling department impress you with what we can do!
8. Location, Location, LocationDid we mention we’re just minutes off the 401 in Cambridge, Ontario? Latem set up shop here for a reason! Not only are we able to deliver impressive shipping rates throughout the Greater Toronto Area, but we’re located in the heart of Southern Ontario’s manufacturing centre.
Latem Industries is proud to be the premier metal finisher in Southern Ontario.
9. Transparent, Competitive PricingTo put it simply, we wouldn’t have stayed in business this long if we weren’t competitive! From closely watching efficiencies to improving processes and cycle times, Latem Industries is committed to offering competitive rates that help keep your production costs in check.
10. Environmentally AwareDid you know our nylon powder coating is derived from Castor bean oils? Our Aquence coating is also environmentally sustainable, containing no heavy metals and very few volatile organic compounds (VOCs.) We also have an extensive wastewater treatment system that’d make a small city jealous!
Plastico and Latem Industries are committed to sustainability and constantly improving our environmental awareness.
At Latem Industries, we can say with confidence that you can count on us for your coating and finishing needs. You don’t have to take it from us - ask any of the hundreds of North American manufacturers who partnered with us over the years!
Call us at 1-888-664-9998 or reach out online to learn more about our mass coating and mass finishing services in Southern Ontario. | ||
| ||
| ||
|
 |
| Mike Zinger 63 April 9, 2024 |
| |
| Generic Administrator 1 March 23, 2020 |
| |
| Traffic Soda 1 August 30, 2019 |